Paramètres de filetage dans les systèmes EO
- Partager
- Heure de diffusion
- 2024/2/2
Résumé
Les threads sont des éléments indispensables dans les systèmes EO, en particulier les lentilles infrarouges, orchestrant une interaction transparente entre les sous-systèmes. Leur gestion efficace améliore la réactivité du système et les capacités de traitement en temps réel. L’utilisation optimale des threads est primordiale pour garantir la fiabilité et l’efficacité des systèmes EO dans divers scénarios opérationnels.
Filetage de vis : souvent abrégé en filetage, est une structure hélicoïdale utilisée pour convertir entre un mouvement ou une force de rotation et linéaire.
1. Classification des fils
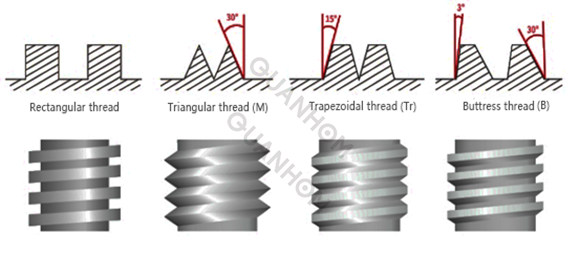
1.1 Profil de base : filetage rectangulaire, filetage triangulaire/filetage de vis à métaux (M), filetage trapézoïdal (Tr), filetage contrefort (B).
1.2 Sens de rotation : filetages à gauche (LH) et filetages à droite (si LH n'est pas spécifié, le filetage par défaut est à droite.)
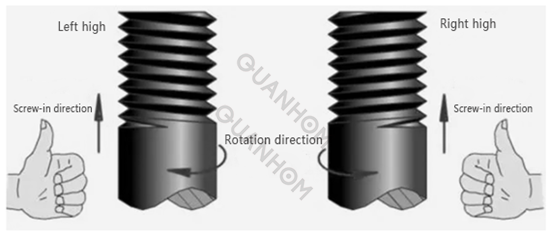
Filetages à gauche
Filetages à droite
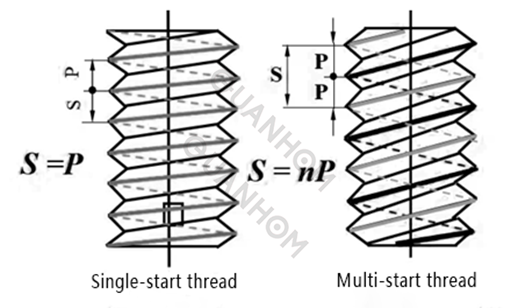
1.3 Nombre d'hélices : filetage à un seul départ, filetage à plusieurs départs. Les filetages à démarrage unique ont une capacité d'auto-verrouillage en raison de leur angle d'attaque plus petit (pas facile à glisser) et sont utilisés pour un verrouillage fixe ; tandis que les filetages multi-départs sont utilisés pour transmettre la puissance et le mouvement en raison de leur angle d'attaque plus grand (facile à glisser).

Fil de discussion à démarrage unique
Fil de discussion multi-démarrage
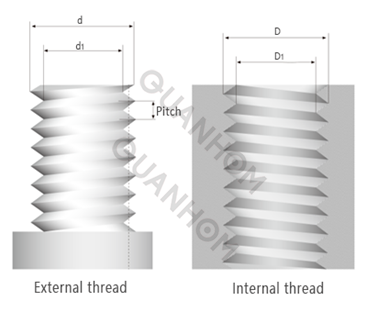
1.4 Les surfaces internes et externes du solide de révolution : filetage interne et filetage externe.
1.5 La fonction de la spirale : filetage de connexion (filetage triangulaire/filetage de vis à métaux, filetage de tuyau), filetage de transmission (filetage rectangulaire, filetage trapézoïdal (Tr), filetage de contrefort (B).
1.6 La forme du corps parent : filetage parallèle, filetage conique (le filetage conique est principalement utilisé pour le raccordement des tuyaux).
2. Paramètres du fil
Paramètres de base du fil :
D : diamètre principal de base (diamètre nominal) du filetage interne
d : diamètre principal de base (diamètre nominal) du filetage extérieur
D1 : petit diamètre de base du filetage intérieur
d1 : petit diamètre de base du filetage extérieur
D2 : diamètre primitif de base du filetage intérieur
d2 : diamètre primitif de base du filetage extérieur
P : hauteur
Ph : responsable
H : hauteur fondamentale du triangle
T : tolérance
TD1 : tolérance sur le diamètre mineur du filetage interne
Td : tolérance du diamètre principal du filetage extérieur
EI, ei : écart inférieur
ES, es : écart supérieur
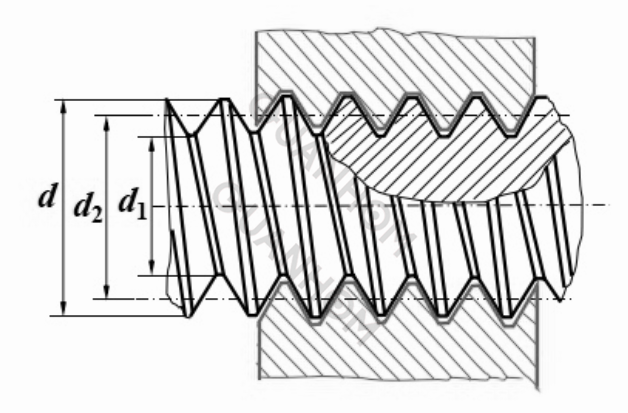
Les plus importants sont ceux à trois diamètres et à deux distances.
2.1 Trois diamètres
d : le diamètre majeur est le diamètre nominal dans la norme
d1 : le diamètre mineur est couramment utilisé comme diamètre calculé pour la section transversale dangereuse d'une vis dans les calculs de résistance.
d2 : le diamètre primitif est le diamètre d'un cylindre imaginaire passant par la largeur égale de la rainure et de la saillie du profil dans la section axiale du filetage. C'est le diamètre qui détermine les paramètres géométriques du filetage et les propriétés d'ajustement.
2.2 Deux distances.
P : Emplacement
S : accident vasculaire cérébral
3. Méthodes courantes de marquage des filetages dans les systèmes opto-mécaniques
Le marquage des filetages de vis mécaniques se compose de cinq parties :

3.1 Désignation des caractéristiques
M (filetage de vis à métaux), G (nom général Guan du filetage de tuyau), Tr (filetage trapézoïdal), B (filetage de contrefort).
3.2 Désignation de taille
Marquage : diamètre nominal × pas (Pour les filetages à plusieurs pas, l'avance et le pas doivent être marqués. Pour les filetages grossiers à un seul pas, le pas n'est pas marqué). Ces valeurs sont documentées dans le tableau des fils standard nationaux et peuvent être consultées en ligne.
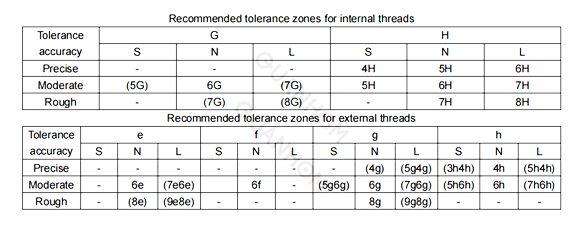
3.3 Désignation de la zone de tolérance
La zone de tolérance est composée du degré de tolérance (numérique) et de l'écart de base (indiqué par des lettres minuscules pour les filetages externes et des lettres majuscules pour les filetages internes), par exemple : 5g6g、6g、6H、7H.
Lorsque la zone de tolérance du diamètre primitif et la zone de tolérance du diamètre de crête ont des désignations différentes, elles doivent être notées séparément, par exemple : M10-5g6g. S’ils sont identiques, marquez-en un. Plus le nombre dans une même zone de tolérance est petit, plus il est précis.
3.4 Désignation de la longueur de vissage
S(court) : filetage de longueur de vissage courte
L (longueur) : filetage longue longueur de vissage
N(normal) : filetage de longueur de vissage moyenne
Lorsque le filetage a une longueur de vissage moyenne, N (normal) n'est pas marqué. En cas d'exigences particulières, la valeur de la longueur de vissage peut être indiquée.
3.5 Désignation du sens de rotation
Les filetages de vis à gauche sont marqués LH, les filetages de vis à droite ne sont pas marqués.
4. Application du fil de lentille infrarouge

Fixation
Choisissez des rondelles plates et des rondelles élastiques appropriées en fonction de l'environnement d'exploitation.
En fonction des exigences de démontage, coordonner avec un adhésif pour filetage approprié.

Positionnement
Tête pointue/tête plate/tête ronde en option, etc.
Positionnement destructeur

Filetages d'interface d'objectif
pas 0,5/ 0,75/ 1
Voici plusieurs exemples pour une meilleure compréhension. Jetons un coup d'œil aux filetages des lentilles infrarouges Quanhom.

Par exemple : M45X1-6g
Filetage de vis mécanique
Diamètre nominal: 45mm
Pas : 1 mm (filetage fin de la machine)
Degré de tolérance : 6 (la zone de tolérance du diamètre primitif et la zone de tolérance du diamètre de crête ont le même grade.)
Filetage extérieur : g
Longueur de vissage moyenne : N (non marqué)
Sens de rotation : droite (non marqué)

Par exemple : M34X0,75-6g
Filetage de vis mécanique
Diamètre nominal: 34mm
Pas : 0,75 mm (filetage fin machine)
Degré de tolérance : 6 (la zone de tolérance du diamètre primitif et la zone de tolérance du diamètre de crête ont le même grade.)
Filetage extérieur : g
Longueur de vissage moyenne : N (non marqué)
Sens de rotation : droite (non marqué)

Par exemple : M58X0,75-6g
Filetage de vis mécanique
Diamètre nominal: 58mm
Pas : 0,75 mm (filetage fin machine)
Niveau de tolérance : 6 (la zone de tolérance du diamètre primitif et la zone de tolérance du diamètre de crête ont le même niveau.)
Filetage extérieur : g
Longueur de vissage moyenne : N (non marqué)
Sens de rotation : droite (non marqué)